护卡小象客服5
一、安全须知
在对发动机进行任何维修或操作之前请做好预防措施。为确保人身安全所必须遵守的一般性安全预防措施。
1) 始终穿戴护目镜和防护鞋。
2) 不要穿宽松或破烂的衣物、佩戴首饰、留长发等。
3) 不要在钥匙开关接通时或在设备运转时对设备进行维修或焊接作业
4) 始终按照要求的技术规范拧紧管接头和连接件。
5) 涉及其他未提及内容参考维修手册执行。
二、拆装准备
1) 车辆停放在空旷区域,停放区域禁止明火(如吸烟等)。
2) 开启整车电源后打开钥匙开关。
3) 关闭钥匙开关后等待2分钟,再关闭整车电源。
4) 在拆下所有零件时在其上挂一个标签,以标识它们在发动机上的位置。(拆卸前拍照、管路水路气路油路做好屏蔽)
三、作业流程
3.1、气门间隙调整及拆卸:

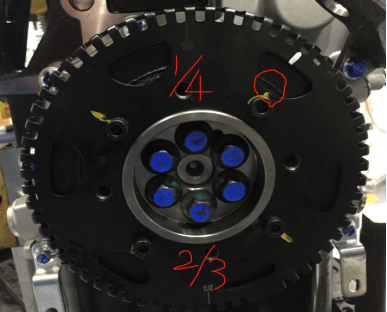
1、调整气门间隙前,使转速信号盘“0”刻度标识与曲轴转速传感器安装孔中心对正(如图所示,转速信号盘“0”刻度标识与曲轴转速传感器安装孔中心对正角度允许误差≤1°,通过传感器安装孔中心目测或用对中工装检查确认)。
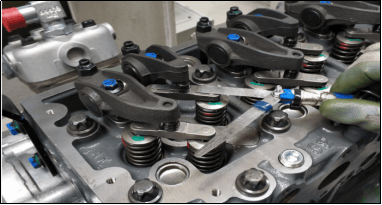
2、用钢锤轻敲气门摇臂,具体为:气门桥结构的机型轻敲摇臂气门端;非气门桥结构的机型轻敲摇臂推杆端。
3、调整发动机各缸气门间隙:
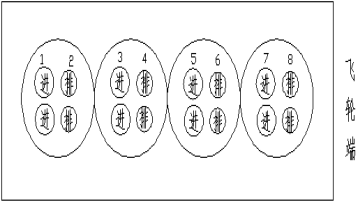
3.1转动曲轴(如曲轴转角已处于第一或第四缸活塞压缩上止点位置,可以不再转动),保证转速信号盘“0”刻度标识对正曲轴转速传感器安装孔中心。当确认是第一缸活塞处于压缩上止点时,所调气门摇臂处于非压紧状态,调整1、2、3、6气门间隙。当确认是第四缸活塞处于压缩上止点时,所调气门摇臂处于非压紧状态,调整4、5、7、8气门间隙。具体操作为:将塞尺伸入到摇臂压头端面与气门桥顶面之间,用一字螺丝批旋转气门间隙调整螺钉使摇臂压头压紧塞尺,手工推拉塞尺稍感阻力为合格(即用手指推压塞尺,稍微有阻力但又能通过气门桥顶面与摇臂压头之间的缝隙为合格)。
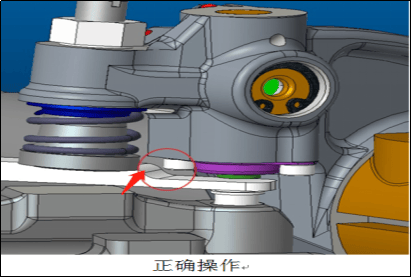
3.2每调好一个气门间隙,用定力矩扳手拧紧锁紧螺母,M10按50Nm拧紧。如图所示。
3.3每调好一个或一轮气门间隙,用塞尺复检一次间隙,不合格的重新调整。
①M10锁紧螺母检查力矩:≥45Nm。
②(S04N气体机,装S01000-1006001/凸轮轴(非混动机型))进气门间隙为0.45±0.05mm;排气门间隙为0.5±0.05mm。
③(S04N气体机,装SN1000-1006001/凸轮轴(混动机型))进气门间隙为0.45±0.05mm;排气门间隙为0.55±0.05mm。
3.2带缸内制动机型调整及安装:



1、带缸内制动机型:制动间隙和排气门间隙在每个调节点所对应的具体调整方法(零件名称见图):
1.1制动间隙调整方法:推杆一侧为制动间隙调整螺钉,将制动活塞处的间隙设定为0.55mm,具体操作是:
1)将0.55mm的塞尺塞在制动活塞与制动顶块之间。
2)再将推杆一侧的调整螺钉向下旋到与推杆接触,同时用手推拉塞尺稍感阻力为合格,然后用定力矩扳手按M10:50Nm拧紧锁紧螺母。
1.2排气门间隙调整方法:象足组件调整螺栓为排气间隙调整螺钉,将象足与排气门气门桥之间的间隙设定为0.55mm,具体做法是:
1)将0.55mm的塞尺塞在象足与排气气门桥之间;
2)将排气门间隙调整螺钉慢慢向下拧,当拧动过程中出现阻力时,停止拧动,保持此时调整螺钉位置,然后用定力矩扳手按M8:35Nm拧紧锁紧螺母。
1.3调整间隙注意事项:
1)调整制动间隙时,象足螺栓组件必须向上拧,避免象足组件压气门桥导致实际制动间隙偏小
2)调整制动间隙时塞尺不能接触摇臂的其他部位,避免塞尺受力导致实际制动间隙偏大(图3-3)。
3)调整排气门间隙时象足锁紧螺母应向上拧,避免调整时螺母锁紧象足螺栓导致操作员判断错误(图3-4)。
1.4调整间隙前,使转速信号盘“0”刻度标识与曲轴转速传感器安装孔中心对正(如图3-5所示,转速信号盘“0”刻度标识与曲轴转速传感器安装孔中心对正角度允许误差≤1°,通过传感器安装孔中心目测或用对中工装检查确认)。

1.5用钢锤轻敲气门摇臂,具体为:气门桥结构的机型轻敲摇臂气门端;非气门桥结构的机型轻敲摇臂推杆端。
1.6调整发动机各缸气门间隙与制动间隙:每调好一个间隙,用定力矩扳手按M10:50Nm,M8:35Nm拧紧锁紧螺母(图3-6)。
1.6.1转动曲轴(如曲轴转角已处于第一或第四缸活塞压缩上止点位置,可以不再转动),保证转速信号盘“0”刻度标识对正曲轴转速传感器安装孔中心。当确认是第一缸活塞处于压缩上止点时,所调气门摇臂处于非压紧状态,调整1、2、3、6气门间隙与制动间隙。即调整第1、第2缸进气门间隙(即气门1、3)。接着顺时针转动曲轴40°(此时,转速信号盘“1/4”刻度标识对正曲轴转速传感器安装孔中心),调整第1缸制动间隙和排气门间隙(即气门2);(先调制动间隙、后调排气门间隙,以下同)。接着顺时针转动曲轴180°(此时,转速信号盘“2/3”刻度标识对正曲轴转速传感器安装孔中心),调整第3缸的制动间隙和排气门间隙(即气门6)。每调好一个或一轮间隙,用塞尺复检一次间隙,不合格的重新调整。(选装)调整合格后,顺时针转动曲轴140°,使转速信号盘“0”刻度标识与曲轴转速传感器安装孔中心对正,将使第四缸活塞处于压缩上止点。
1.6.2当确认是第四缸活塞处于压缩上止点时,所调气门摇臂处于非压紧状态,调整4、5、7、8气门间隙与制动间隙。即调整第3、第4缸进气门间隙(即气门5、7)。再顺时针(从前端往后端看,以下同)转动曲轴40°(此时,转速信号盘“1/4”刻度标识对正曲轴转速传感器安装孔中心),调整第4缸制动间隙和排气门间隙(即气门8)。再顺时针转动曲轴180°(此时,转速信号盘“2/3”刻度标识对正曲轴转速传感器安装孔中心),调整第2缸的制动间隙和排气门间隙(即气门4)。每调好一个或一轮间隙,用塞尺复检一次间隙,不合格的重新调整。(选装)调整合格后,顺时针转动曲轴140°,使转速信号盘“0”刻度标识与曲轴转速传感器安装孔中心对正,将使第一缸活塞处于压缩上止点。
四、最后试车
1) 打开钥匙开关运转发动机,原地试车二十分钟,检查发动机有无漏水、漏气等现象(试机前检查机油刻度)。
2) 检查发动机是否异响,仪表是否有故障码等。
3) 现场5S管理。